
- Products
Akyapak AHS с четырьмя валками
Современные технологии из Турции для всего мира
Компания Akyapak — один из самых опытных и уважаемых производителей города Бурса, отмечает уже 58 лет успешной работы.
За это время бренд заслужил признание во всем мире, экспортируя металлообрабатывающее, сверлильное, режущее и сварочное оборудование в более чем 110 стран на шести континентах.
Основанная еще в 1962 году, компания Akyapak продолжает развивать инновации в сфере металлообработки, укрепляя репутацию Турции как центра высоких технологий.
В команде предприятия работает более 370 квалифицированных специалистов, которые воплощают инженерное мастерство и точность в каждом изделии.

Конфигурация продукта

Большие задачи требуют больших решений
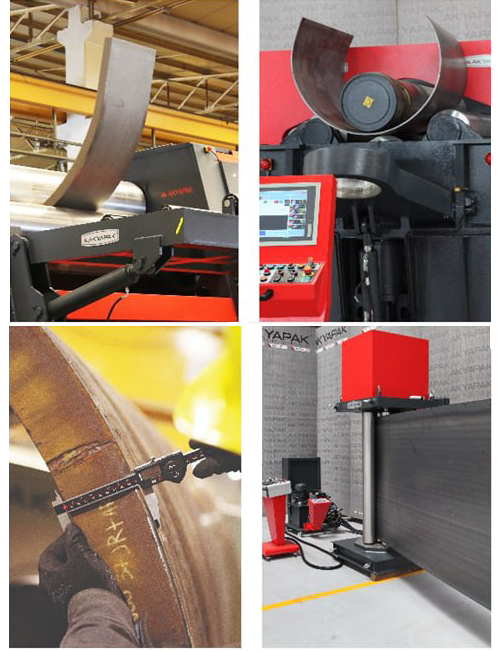
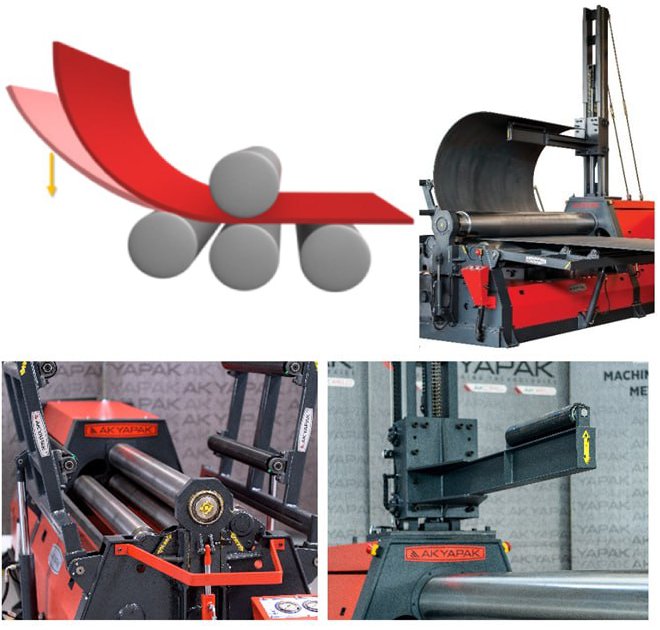
Модель Akyapak AHS с четырьмя валками — это надежное и технологичное решение для точного проката и гибки металла.
Станок идеально подходит для обработки листов толщиной от 2 до 200 мм и шириной от 500 до 12 000 мм.
Это — оптимальный выбор для тех, кто ценит стабильность, мощность и точность при производстве сложных металлических конструкций.
Точный, производительный и надёжный
Модель AHS отличается высокой точностью и стабильностью работы. Этот станок не только повышает производительность за счёт высокой скорости прокатки, но и легко справляется с самыми сложными операциями гибки благодаря интуитивному управлению.
Во время прокатки лист прочно зажимается, что предотвращает любое проскальзывание или сдвиг металла. Это обеспечивает надёжный процесс работы и позволяет достигать максимальной точности результатов.
Особенностью четырёхвалковых прокатных станков AHS является то, что один из боковых валков может выполнять функцию квадратного, благодаря чему заготовка легко и точно выравнивается вдоль оси подачи. Такой подход делает процесс гибки более предсказуемым, стабильным и безопасным.

Минимальные плоские участки за один проход
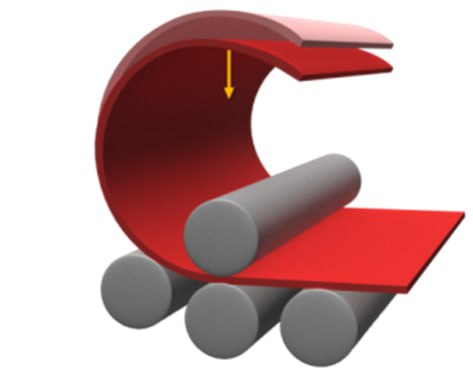
Благодаря конструкции четырёхвалковых станков серии AHS, получить полностью сформированный цилиндр можно всего за один рабочий цикл. Во время предварительной гибки и основной прокатки лист надежно фиксируется нижним валом, что исключает смещение и обеспечивает равномерное формирование детали.
Модель AHS позволяет точно зажимать заготовку между верхним и нижним валами, тем самым сводя длину плоских концов к минимуму.
Благодаря этому достигается идеальная форма цилиндра без необходимости дополнительной обработки.
Современные четырёхвалковые прокатные станки Akyapak AHS с ЧПУ (CNC) обладают высокой точностью, стабильностью и эффективностью. Они минимизируют влияние человеческого фактора, обеспечивая повторяемость, надёжность и повышенную производительность при каждом цикле.
Основные формы прокатки
- Круглый
- Конический
- Полуцилиндр
- Овальный
- Квадратный / Эллиптический
- Треугольник

СТАНДАРТНЫЕ ФУНКЦИИ
ПЛАНЕТАРНЫЕ НАПРАВЛЯЮЩИЕ (PLANETARY GUIDES)
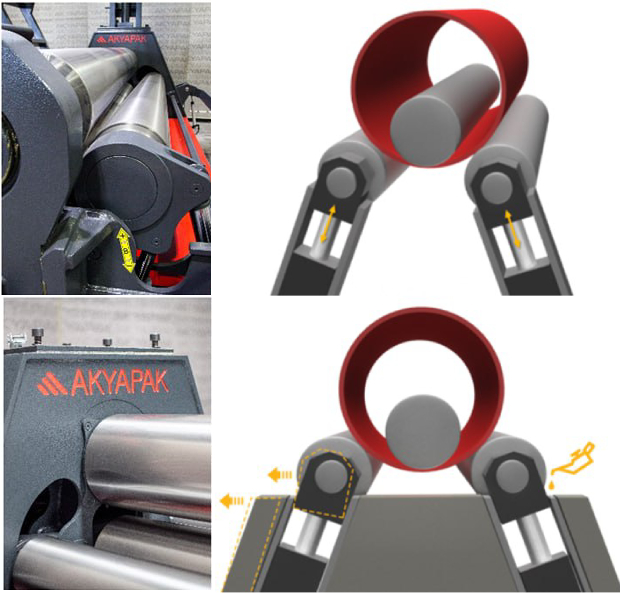
В четырёхвалковых станках Akyapak AHS применяется планетарная направляющая система — это рычажный механизм, который обеспечивает максимально эффективный предварительный изгиб при меньшем энергопотреблении.
Благодаря тому, что верхний вал движется под оптимальным углом, для достижения того же результата требуется меньшая мощность, что позволяет сократить энергозатраты.
Компактная конструкция нижней части корпуса обеспечивает удобное снятие заготовки и позволяет выполнять гибку конусов даже малого диаметра в горизонтальном положении.
Одним из ключевых преимуществ планетарной системы является отсутствие необходимости смазки — здесь нет трения и износа линейных направляющих, а значит, шкалы прокатки не оказывают влияния на точность работы.
Такая система отличается высокой надёжностью, требует минимального обслуживания и сводит к минимуму время простоя оборудования. Даже при работе с малыми диаметрами сохраняется прочность и стабильность корпуса.
КОНСТРУКЦИЯ (STRUCTURE)
Корпуса прокатных станков Akyapak проектируются с использованием метода конечных элементов (FEM), что обеспечивает максимальную жёсткость и устойчивость конструкции.
Они выполнены из высококачественной сварной стали марки St-52, что позволяет значительно снизить внутренние напряжения при работе и продлить срок службы оборудования.
Во время прокатки возникающие нагрузки равномерно распределяются по корпусу и передаются через опорные штифты, встроенные в конструкцию. Плиты, на которые приходится основная нагрузка, изготовлены из высокопрочной стали St-52, а для увеличения ресурса и устойчивости добавлены усиленные опорные элементы, предотвращающие деформацию отверстий под штифты.
В традиционных станках с линейными направляющими нагрузка напрямую передаётся на подшипники, гидроцилиндры и корпус, из-за чего направляющие быстро изнашиваются. Чтобы снизить эти нагрузки, направляющие должны быть широкими, но чаще всего они узкие, что приводит к повышенному трению и износу поверхности корпуса.
Со временем это вызывает потерю точности, деформацию направляющих и ухудшение геометрии изделия.
Также силы изгиба, действующие на валки, создают эффект «раскрытия» корпуса наружу. Из-за угла направляющих нагрузка передаётся с внешней стороны, и если длина направляющего узла и гидроцилиндра невелика, жёсткость корпуса уменьшается.
Это приводит к появлению зазоров в направляющих и, как следствие, ухудшению цилиндричности при прокатке.


РОЛИКИ
В станках серии AHS высокая твердость поверхности валков достигается методом индукционной закалки, обеспечивая показатель 50–55 HRC. После механической обработки поверхность валков шлифуется и полируется, что гарантирует идеальную гладкость и долговечность.
Все валки изготавливаются из стали марки Ck45, соответствующей международным стандартам DIN, что обеспечивает их устойчивость к нагрузкам и износу.
Во время работы на валки воздействуют значительные силы, из-за чего они могут незначительно деформироваться под нагрузкой. Чтобы компенсировать это отклонение и сохранить идеальную геометрию прокатки, используется специальная коронка (выпуклость) по длине вала.
По желанию заказчика возможна изготовление удлинённых валков, что даёт возможность гнуть различные профили и формы с максимальной точностью.
ПОДШИПНИКИ
Во всех станках серии AHS ролики установлены на двухрядных сферических роликоподшипниках, обеспечивающих максимальную устойчивость и долговечность конструкции. Эти подшипники идеально подходят для работы с тяжёлыми заготовками и выдерживают значительные радиальные и осевые нагрузки.
Благодаря способности самоустанавливаться и компенсировать угловые отклонения, сферические подшипники эффективно работают при конических движениях валков, сохраняя точность и стабильность прокатки.
Даже при длительной работе в жестких производственных условиях подшипники демонстрируют высокую надёжность и долгий срок службы.
Использование подшипников качения значительно снижает силу трения, что ведёт к экономии энергии и позволяет передавать всю мощность станка непосредственно на процесс формования металла, а не на преодоление сопротивления трения.


ПАРАЛЛЕЛЬНОСТЬ ВАЛКОВ
В плиточных прокатных станках Akyapak точная параллельность валков достигается за счёт современной гидравлической системы с торсионными стержнями. Валки, установленные параллельно этой системе, сохраняют идеальное положение без необходимости постоянной настройки или дополнительного обслуживания.
Для моделей серии AHS с верхним валом диаметром 460 мм и более стандартной опцией является электронный контроль параллельности, что обеспечивает ещё более точную и стабильную работу оборудования при прокатке.
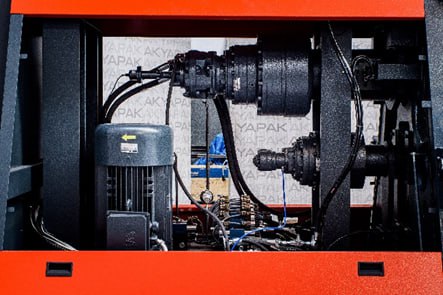
СИСТЕМА ПРИВОДА
Верхний и нижний валки оснащены гидромоторами и планетарными редукторами, которые обеспечивают непрерывный крутящий момент для прокатки. Планетарные редукторы непосредственно соединены с валами роликов, что гарантирует передачу мощности без потерь и точное формирование заготовки.
Дополнительно система привода оснащена гидравлическим тормозом, который предотвращает соскальзывание материала во время предварительной гибки, обеспечивая безопасность и стабильность процесса.

КОНУСНАЯ ГИБКА
В станках серии AHS операция конусной прокатки выполняется с помощью специального конусного устройства, которое входит в стандартную комплектацию оборудования. Благодаря прочной конструкции корпуса и форме каплевидного конца, конусную прокатку можно выполнять даже при малых диаметрах заготовок.
Положение конуса и параллельность валков легко контролируются через панель оператора, что упрощает настройку и повышает точность.
Конусная прокатка считается одной из самых сложных операций в металлообработке, поэтому её выполнение требует высокого уровня опыта оператора.
Важно: производительность при конусной прокатке обычно составляет около половины стандартной скорости прокатки, и зависит от угла конуса.
ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ КАЛИБРОВКА
Иногда при прокатке заготовки цилиндрическая форма может быть нарушена.
В таких случаях используется электрогидравлическая система калибровки: нижний валик отключается, а форма заготовки корректируется с помощью поворота остальных трёх валков.
Этот метод позволяет минимизировать деформации и добиться идеальной геометрии изделия.


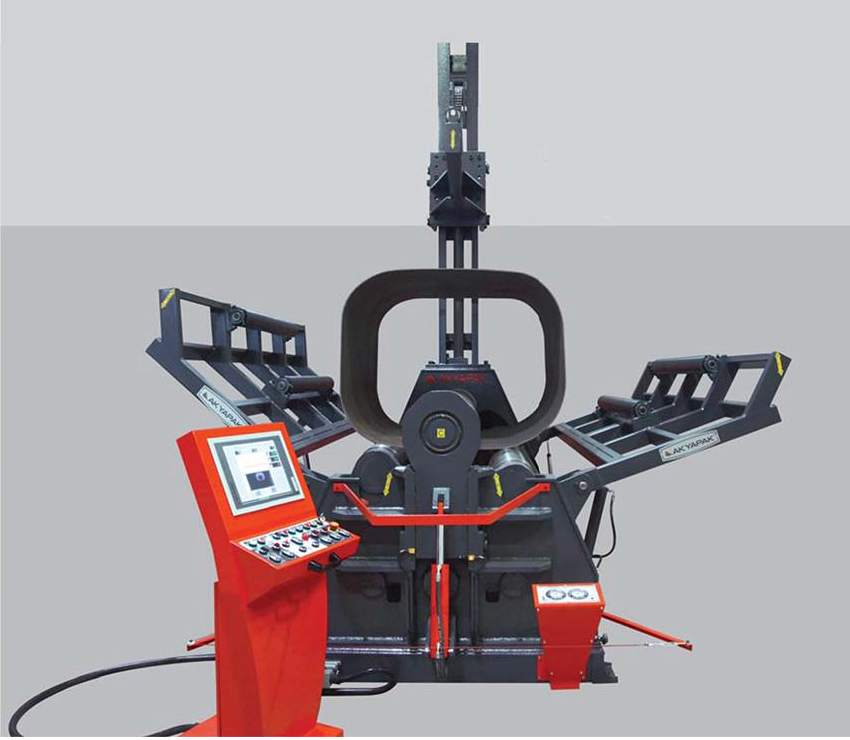
ПАНЕЛЬ УПРАВЛЕНИЯ
Интерфейс управления спроектирован удобно и функционально, позволяя оператору контролировать прокатку со всех сторон станка.
В стандартной комплектации доступны две панели управления с ЧПУ, различающиеся по количеству кнопок, функциям и типу цифрового экрана.
Опции панели могут быть адаптированы под конкретные требования заказчика, обеспечивая максимальный комфорт и точность работы.
ЦИФРОВОЙ ДИСПЛЕЙ
В стандартную комплектацию станков серии AHS входит цифровой дисплей с диагональю 7 дюймов. На этом экране отображается текущее и максимальное положение боковых валков, что позволяет оператору контролировать процесс в реальном времени.
Кроме того, на дисплее можно настраивать верхние пределы перемещения боковых валков, обеспечивая их работу в пределах безопасного диапазона и предотвращая выход за допустимые границы. Это гарантирует точность и безопасность работы оборудования.


ДВОЙНАЯ СКОРОСТЬ
Система позволяет работать на двух скоростях прокатки — медленной и быстрой, которые выбираются через панель управления.
Медленная скорость особенно полезна для точного предварительного изгиба, когда важно правильно позиционировать заготовку между верхним и нижним валками. Быстрая скорость применяется для увеличения производительности при стандартной прокатке. Эта функция обеспечивает гибкость работы и точность обработки.
Возможность удаленного обслуживания с помощью носимой технологии дополненной реальности AUG


СЕРВИСНОЕ ОБСЛУЖИВАНИЕ И ЗАПЧАСТИ
Благодаря опытным и специализированным командам, компания Akyapak обеспечивает поддержку своих клиентов в любое время и в любой ситуации, даже если требуется удалённое обслуживание.
Основные возможности сервиса:
Монтаж на месте, обучение и консультации от квалифицированных специалистов.
Быстрое решение проблем благодаря наличию всех необходимых запасных частей.
Мгновенная диагностика ошибок, анализ данных и техническая поддержка.
Удалённая помощь с использованием технологий дополненной реальности через смартфон, планшет или умные очки.
По вопросам обслуживания и запасных частей обращайтесь:
Email: Office@almaxtech.com.ua
Телефон: +380953521712

ГИДРАВЛИЧЕСКАЯ СИСТЕМА
Высокотехнологичная гидравлическая система AHS обеспечивает плавное и точное выполнение всех движений станка. Гидравлический бак имеет внешнюю изоляцию, что помогает поддерживать чистоту масла. Для контроля уровня масла в закрытых условиях используется электрический индикатор.
Для поддержания чистоты масла применяется обратный фильтр (по желанию — напорный фильтр). Система трубопроводов спроектирована с учётом минимизации потерь давления, легко демонтируется и обеспечивает надежную герметичность.
Дополнительно гидравлическая система оснащена защитой от перегрузок, которая поддерживает давление на безопасном уровне, гарантируя стабильность работы и безопасность оператора.

ЭЛЕКТРИЧЕСКАЯ СИСТЕМА
Современная электрическая система AHS обеспечивает плавное и точное выполнение всех операций станка. Силовая цепь и цепь управления полностью изолированы друг от друга, что повышает надежность работы.
Входы электрощита защищены с помощью внешних адаптеров, а на крышке установлен уплотнитель, предотвращающий попадание пыли внутрь щита. Кроме того, предусмотрены меры защиты от перегрузок, что гарантирует безопасность оборудования и стабильную работу станка.

БЕЗОПАСНОСТЬ
Станки серии AHS спроектированы с учётом максимальной безопасности оператора. В любой экстремальной ситуации остановка оборудования осуществляется легко и быстро: на панели управления расположена кнопка аварийного отключения, а по периметру машины проложен защитный трос.
Дополнительно предусмотрены электрические и гидравлические системы защиты от перегрузок, которые предотвращают повреждения оборудования и обеспечивают стабильную работу станка.

ОСНОВНОЕ НАПРАВЛЕНИЕ
Станки серии AHS спроектированы так, чтобы минимизировать затраты на техническое обслуживание. Это достигается за счёт сокращения времени обслуживания и предотвращения раннего износа деталей. В конструкции используются компоненты с длительным сроком службы, которые не требуют смазки, что обеспечивает долгую и надёжную эксплуатацию оборудования.

УПАКОВКА И ОТГРУЗКА
Перед транспортировкой станок аккуратно упаковывается в защитные материалы. Валки смазываются специальными антикоррозийными средствами, чтобы предотвратить ржавление и повреждения.
К основанию машины крепятся деревянные поддоны, к которым фиксируются гвоздями крепления для безопасной транспортировки. При необходимости станки помещаются в деревянные ящики в соответствии с нормами ISPN 15 и определёнными размерами, чтобы исключить повреждения во время перевозки.
Транспортировка осуществляется с соблюдением международных стандартов логистики, обеспечивая безопасную доставку оборудования в любую точку мира.

CE И МЕЖДУНАРОДНЫЕ СТАНДАРТЫ
Все листогибочные станки серии Akyapak полностью соответствуют требованиям CE и ряду международных стандартов, что подтверждает их безопасность и качество.
Среди стандартов, которым соответствуют машины:
Machinery Safety Directive 2006/42/EC и Low Voltage Directive 2014/35/EU
EN ISO 12100:2010
EN 60204-1:2018
Это гарантирует высокий уровень надежности и безопасности при эксплуатации оборудования в любой стране мира.
Технические параметры
| Модель | Рабочая длина | Макс. толщина | Предвари тельная гибка | Верхний валик | Нижний валик | Боковой валик | Мощность двигателя | Длина | Высота | Ширина | Мин. диам. гибки (диам. верхн. валика = TRD) |
| mm | mm | mm | mm | mm | mm | kW | mm | mm | mm | ||
| AHS 12/04 | 1250 | 6 | 4 | 120 | 120 | 110 | 2.2 | 3000 | 960 | 1010 | Мин.⌀: Верхн. валик Диам. x 3 |
| AHS 15/04 | 1600 | 6 | 4 | 140 | 140 | 120 | 3 | 3700 | 1280 | 1300 | |
| AHS 15/05 | 1600 | 7 | 5 | 160 | 140 | 120 | 4 | 3650 | 1040 | 1140 | |
| AHS 15/08 | 1600 | 10 | 8 | 190 | 170 | 150 | 4 | 3650 | 1040 | 1140 | |
| AHS 20/02 | 2100 | 4 | 2 | 140 | 140 | 120 | 3 | 4000 | 1040 | 1140 | Мин.⌀: Верхн. валик Диам. x 3 |
| AHS 20/04 | 2100 | 6 | 4 | 160 | 140 | 120 | 4 | 4140 | 1040 | 1140 | |
| AHS 20/06 | 2100 | 8 | 6 | 190 | 170 | 150 | 4 | 4040 | 1255 | 1380 | |
| AHS 20/08 | 2100 | 10 | 8 | 210 | 190 | 170 | 7.5 | 4500 | 1300 | 1420 | |
| AHS 20/10 | 2100 | 13 | 10 | 230 | 210 | 190 | 7.5 | 4500 | 1300 | 1450 | |
| AHS 20/13 | 2100 | 16 | 13 | 270 | 250 | 210 | 11 | 4525 | 1440 | 1520 | |
| AHS 20/16 | 2100 | 20 | 16 | 300 | 270 | 210 | 15 | 4535 | 1490 | 1730 | |
| AHS 20/20 | 2100 | 25 | 20 | 330 | 300 | 240 | 15 | 4585 | 1610 | 1840 | |
| AHS 20/25 | 2100 | 30 | 25 | 360 | 330 | 250 | 18.5 | 4610 | 2020 | 1920 | |
| AHS 20/30 | 2100 | 40 | 30 | 390 | 360 | 300 | 22 | 5060 | 2180 | 2200 | |
| AHS 20/35 | 2100 | 45 | 35 | 430 | 390 | 330 | 30 | 5300 | 2585 | 2300 | |
| AHS 20/40 | 2100 | 50 | 40 | 460 | 420 | 360 | 37 | 5470 | 2585 | 2300 | |
| AHS 20/50 | 2100 | 60 | 50 | 540 | 510 | 440 | 55 | 5670 | 3000 | 3000 | |
| AHS 25/04 | 2600 | 6 | 4 | 190 | 170 | 150 | 4 | 4545 | 1255 | 1380 | Мин.⌀: Верхн. валик Диам. x 3 |
| AHS 25/06 | 2600 | 8 | 6 | 210 | 190 | 170 | 7.5 | 4900 | 1300 | 1390 | |
| AHS 25/08 | 2600 | 10 | 8 | 230 | 210 | 190 | 7.5 | 5000 | 1300 | 1390 | |
| AHS 25/10 | 2600 | 13 | 10 | 270 | 250 | 210 | 11 | 5025 | 1440 | 1520 | |
| AHS 25/13 | 2600 | 16 | 13 | 300 | 270 | 210 | 11 | 5035 | 1490 | 1730 | |
| AHS 25/16 | 2600 | 20 | 16 | 330 | 300 | 240 | 15 | 5085 | 1610 | 1840 | |
| AHS 25/20 | 2600 | 25 | 20 | 360 | 330 | 250 | 15 | 5045 | 1680 | 1900 | |
| AHS 25/25 | 2600 | 30 | 25 | 390 | 360 | 300 | 22 | 5470 | 1985 | 2100 | |
| AHS 25/30 | 2600 | 40 | 30 | 430 | 390 | 330 | 30 | 5560 | 2180 | 2200 | |
| AHS 25/35 | 2600 | 45 | 35 | 460 | 420 | 360 | 30 | 5770 | 2585 | 2300 | |
| AHS 25/40 | 2600 | 50 | 40 | 510 | 460 | 390 | 45 | 5890 | 3000 | 2300 | |
| AHS 25/50 | 2600 | 60 | 50 | 540 | 510 | 440 | 55 | 6170 | 3000 | 3000 | |
| AHS 30/04 | 3100 | 6 | 4 | 210 | 190 | 170 | 7.5 | 5200 | 1300 | 1400 | Мин.⌀: Верхн. валик Диам. x 3 |
| AHS 30/06 | 3100 | 8 | 6 | 230 | 210 | 190 | 7.5 | 5200 | 1300 | 1400 | |
| AHS 30/08 | 3100 | 10 | 8 | 270 | 250 | 210 | 11 | 5600 | 1450 | 1600 | |
| AHS 30/10 | 3100 | 13 | 10 | 300 | 270 | 210 | 11 | 5600 | 1500 | 1800 | |
| AHS 30/13 | 3100 | 16 | 13 | 330 | 300 | 240 | 11 | 5900 | 1650 | 1900 | |
| AHS 30/16 | 3100 | 20 | 16 | 360 | 330 | 250 | 15 | 5900 | 1700 | 1900 | |
| AHS 30/20 | 3100 | 25 | 20 | 390 | 360 | 300 | 18.5 | 6000 | 2000 | 2100 | |
| AHS 30/28 | 3100 | 35 | 28 | 430 | 390 | 330 | 22 | 6100 | 2200 | 2200 | |
| AHS 30/32 | 3100 | 40 | 32 | 460 | 420 | 370 | 37 | 6300 | 2600 | 2300 | Мин.⌀: Верхн. валик Диам. x 3 |
| AHS 30/35 | 3100 | 45 | 35 | 510 | 460 | 390 | 45 | 6300 | 2590 | 2300 | |
| AHS 30/40 | 3100 | 50 | 40 | 540 | 500 | 440 | 55 | 6700 | 3000 | 3000 | |
| AHS 30/50 | 3100 | 60 | 50 | 570 | 520 | 450 | 55 | 6700 | 3050 | 3000 | Мин.⌀: Верхн. валик Диам. x 5 |
| AHS 30/60 | 3100 | 73 | 60 | 610 | 550 | 460 | 75 | 6750 | 3470 | 3000 | |
| AHS 30/68 | 3100 | 81 | 68 | 650 | 600 | 510 | 90 | 7200 | 3700 | 3450 | |
| AHS 30/76 | 3100 | 90 | 76 | 700 | 650 | 560 | 115 | 7200 | 3700 | 3450 | |
| AHS 30/86 | 3100 | 100 | 86 | 750 | 700 | 600 | 132 | 7760 | 4100 | 3750 | |
| AHS 30/97 | 3100 | 110 | 97 | 800 | 740 | 620 | 160 | 7950 | 4370 | 3950 | |
| AHS 30/130 | 3100 | 141 | 130 | 900 | 820 | 690 | 185 | 8670 | 5230 | 4350 | |
| AHS 30/156 | 3100 | 172 | 156 | 1000 | 910 | 750 | 200 | 9200 | 5470 | 4900 | |
| AHS 40/04 | 4100 | 6 | 4 | 270 | 250 | 210 | 7.5 | 6525 | 1440 | 1520 | Мин.⌀: Верхн. валик Диам. x 3 |
| AHS 40/06 | 4100 | 8 | 6 | 300 | 270 | 210 | 7.5 | 6535 | 1490 | 1730 | |
| AHS 40/08 | 4100 | 10 | 8 | 330 | 300 | 240 | 7.5 | 6585 | 1610 | 1840 | |
| AHS 40/10 | 4100 | 13 | 10 | 360 | 330 | 250 | 11 | 6550 | 1680 | 1900 | |
| AHS 40/13 | 4100 | 16 | 13 | 390 | 360 | 300 | 15 | 6750 | 1985 | 2100 | |
| AHS 40/16 | 4100 | 20 | 16 | 430 | 390 | 330 | 18.5 | 7060 | 2180 | 2200 | |
| AHS 40/20 | 4100 | 25 | 20 | 460 | 420 | 360 | 22 | 7270 | 2585 | 2300 | |
| AHS 40/25 | 4100 | 30 | 25 | 510 | 460 | 390 | 30 | 7270 | 2750 | 2500 | |
| AHS 40/28 | 4100 | 35 | 28 | 540 | 510 | 440 | 37 | 7670 | 2930 | 3000 | |
| AHS 40/32 | 4100 | 40 | 32 | 580 | 540 | 460 | 45 | 7670 | 2930 | 3000 | |
| AHS 40/40 | 4100 | 50 | 40 | 630 | 600 | 550 | 55 | 7750 | 3500 | 3000 | Мин.⌀: Верхн. валик Диам. x 5 |
| AHS 50/08 | 5100 | 10 | 8 | 360 | 330 | 250 | 11 | 6750 | 1680 | 1900 | Мин.⌀: Верхн. валик Диам. x 3 |
| AHS 50/10 | 5100 | 13 | 10 | 390 | 360 | 300 | 11 | 7750 | 1985 | 2100 | |
| AHS 50/13 | 5100 | 16 | 13 | 430 | 390 | 330 | 15 | 8060 | 2180 | 2200 | |
| AHS 50/16 | 5100 | 20 | 16 | 460 | 420 | 360 | 18.5 | 8270 | 2585 | 2300 | |
| AHS 50/20 | 5100 | 25 | 20 | 510 | 460 | 390 | 30 | 8270 | 2585 | 2300 | |
| AHS 50/25 | 5100 | 30 | 25 | 560 | 520 | 440 | 37 | 8670 | 2930 | 3000 | |
| AHS 50/36 | 5100 | 45 | 36 | 630 | 600 | 520 | 45 | 8750 | 3500 | 3000 | |
| AHS 50/45 | 5100 | 55 | 45 | 720 | 680 | 600 | 55 | 8950 | 3700 | 3450 | Мин.⌀: Верхний валик Диам. x 5 |
| AHS 60/06 | 6100 | 8 | 6 | 360 | 330 | 250 | 11 | 8550 | 1680 | 1900 | Мин.⌀: Верхн. валик Диам. x 3 |
| AHS 60/08 | 6100 | 10 | 8 | 390 | 360 | 300 | 11 | 8250 | 1985 | 2100 | |
| AHS 60/10 | 6100 | 13 | 10 | 430 | 390 | 330 | 15 | 9060 | 2180 | 2200 | |
| AHS 60/13 | 6100 | 16 | 13 | 460 | 420 | 360 | 18.5 | 9270 | 2585 | 2300 | |
| AHS 60/16 | 6100 | 20 | 16 | 510 | 460 | 390 | 30 | 9270 | 2585 | 2300 | |
| AHS 60/20 | 6100 | 25 | 20 | 560 | 520 | 440 | 37 | 9670 | 2930 | 3000 | |
| AHS 60/28 | 6100 | 40 | 28 | 650 | 610 | 520 | 55 | 9750 | 2930 | 3000 | Мин.⌀: Верхн. валик Диам. x 5 |
| AHS 60/36 | 6100 | 45 | 36 | 750 | 700 | 580 | 75 | 9750 | 3500 | 3000 |
ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ
ЦЕНТРАЛЬНАЯ ПОДДЕРЖКА
При работе с тонкими листами большого диаметра материал может провисать под собственным весом, особенно при достижении верхней точки прокатки, что способно искажать форму рулона.
Для предотвращения таких деформаций станки серии AHS оснащаются центральной опорой. Она поддерживает прокатываемый лист с помощью гидравлического цилиндра, не принимая на себя нагрузку листа полностью, а обеспечивая устойчивое положение материала во время работы.
БОКОВЫЕ ПОДДЕРЖКИ
При работе с тонкими листами большого диаметра после предварительного изгиба материал может прогибаться вниз под собственным весом, что приводит к деформации диаметра рулона.
Для предотвращения подобных проблем станки серии AHS оснащаются боковыми опорами, расположенными по обеим сторонам машины. Они поддерживают лист с помощью гидравлических цилиндров, обеспечивая стабильность материала во время прокатки.

ПЕРЕМЕННАЯ СКОРОСТЬ ВРАЩЕНИЯ
Регулируемая скорость вращения валков обеспечивает оператору полный контроль на каждом этапе прокатки. Частота вращения легко настраивается с помощью потенциометра на панели управления, что позволяет точно управлять процессом и достигать оптимальных результатов с минимальными усилиями.
СТОЛ ПОДАЧИ МАТЕРИАЛА
Чтобы прокатываемые листы поступали к рулону строго по прямой линии и параллельно полу, используется стол подачи материала. Он позволяет точно перемещать лист в нужном направлении, обеспечивая удобство и точность прокатки.
Стандартные размеры стола составляют 1000 мм х 2000 мм, но при необходимости его можно расширять и комбинировать для создания более сложных схем подачи материала.


МАТЕРИАЛ ВЫТАЛКИВАТЕЛЯ
Система выталкивателя материала облегчает перемещение листов после прокатки. Управление осуществляется с помощью кнопок на панели управления, а мощность работы выталкивателя регулируется в зависимости от веса материала, обеспечивая плавное и безопасное перемещение.
СИСТЕМА КОМПЕНСАЦИИ ПРОГИБА
Валки станка AHS оснащены коронкой, которая компенсирует физические прогибы, возникающие при прокатке. Это позволяет избежать дефектов цилиндрической формы, таких как вогнутые или выпуклые участки, которые часто появляются при работе с материалом ниже или выше номинальной мощности станка.
Обычно для уменьшения дефектов применяются методы: изменение давления нижнего вала, использование промежуточного листа между материалом и валком, или подбор станка с другой производительностью. Однако при работе с очень тонкими листами физический прогиб валков может оказывать заметное влияние на форму материала.
Для решения этой задачи компания Akyapak внедрила систему ADCS (Akyapak Deflection Compensation System), которая компенсирует прогиб нижнего вала. С помощью ADCS можно прокатывать листы различной толщины с минимальными отклонениями, обеспечивая точную цилиндрическую форму.

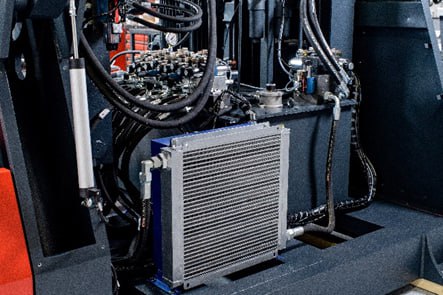
МАСЛЯНЫЙ ВОЗДУХООХЛАДИТЕЛЬ
Для станков серии AHS предусмотрен масляный воздухоохладитель, который обеспечивает стабильную и бесперебойную работу даже в условиях жаркого климата. Это позволяет поддерживать оптимальные рабочие параметры гидравлики и продлевает срок службы оборудования.
СМЕННЫЙ ВЕРХНИЙ РОЛИК
Сменный верхний вал позволяет работать с различными типами материалов, а также с листами разной толщины и диаметра. Это обеспечивает гибкость в прокатке и возможность адаптации станка под различные производственные задачи.


СИСТЕМЫ УПРАВЛЕНИЯ
Компания Akyapak предлагает удобный и интуитивный пользовательский интерфейс с собственным программным обеспечением AK 300 NC и AK 400 CNC. Системы управления AK 300 и AK 400 сочетают простоту эксплуатации и универсальность функций, обеспечивая легкое управление станком.
AK 300 NC (Цифровой Контроль)
Система AK 300 NC, разработанная Akyapak, позволяет программировать работу станка двумя способами. Она применяется к главной и вспомогательной осям (до 6 осей) на моделях AHS. Значения конусов могут отображаться на экране ПК по запросу, не влияя на автоматическую работу станка. После записи первого изгиба возможно повторное прокатывание сотен одинаковых деталей в точности по заданной программе.
Программирование воспроизведения: Этот метод прост и удобен. Пользователю достаточно владеть базовой операцией сгибания. При запуске программы станок позиционирует материал к контрольной точке и ожидает действий оператора. Сначала система записывает действия вручную, а затем автоматически повторяет их на других деталях, создавая идентичные изделия. Преимущество этого метода — возможность вносить изменения в записанные шаги для корректировки процесса.
Прямое пошаговое программирование: Пользователь вводит значения координат по трём основным осям, а система автоматически выполняет операции согласно введённым данным.
AK 400 CNC (Компьютерно-цифровой контроль)
Система AK 400 CNC работает на основе инфраструктуры PLC и программного обеспечения, установленного на промышленном ПК. При прокатке деталей с различными радиусами система определяет радиусы изгиба и длину заготовки, после чего рассчитывает позиции для осей, обеспечивая приближённое достижение нужных радиусов. Затем вносятся необходимые корректировки, и программа переходит в финальное состояние.
Программирование также возможно через метод обучения модели ЧПУ, где пользователь может редактировать ранее созданные программы.
Особенность системы — при внесении изменений в любой шаг программы изменённые участки выделяются другим цветом на 3D-модели детали, отображаемой в нижней части экрана. Это позволяет оператору легко визуализировать последствия изменений. Такая функция доступна только в моделях Akyapak AK 400 CNC и значительно упрощает управление программой по сравнению с другими существующими системами.
Система оснащена жестким диском на 64 ГБ, что позволяет сохранять и хранить программы объёмом до 64 ГБ.

Листы могут быть развернуты до диаметров, превышающих минимальные значения, указанные здесь, благодаря упругости материала. Особенно на малых диаметрах, даже если лист полностью обкатывается вокруг верхнего валика, значения носят ориентировочный характер и не являются строгими для производителя.
Указанные мощности рассчитаны для многопроходной прокатки.
Мощность при конусной прокатке составляет примерно половину от мощности обычной прокатки.
Пропускная способность станков с ЧПУ составляет около 70% от номинальной.
ОБЪЁМ ПОСТАВКИ
В стандартную комплектацию входят:
- Станок AHS
- Устройство для конусной прокатки
- Индукционно закалённые ролики
- Цифровой индикатор для боковых валков
- Полностью сварная стальная рама из стали St-52
- Отдельная подвижная панель управления
- Функция двойной скорости прокатки
- Все ролики смонтированы на двухрядных сферических подшипниках
- Гидравлически управляемый каплевидный конец, открытие/закрытие осуществляется с панели управления
- Возможность активации конусной прокатки и регулировки положения с помощью кнопок на панели управления
- Верхние и нижние (центральные) валы, приводимые в движение гидромоторами и планетарными редукторами
- Электро-гидравлическая калибровка